


风机叶轮动平衡怎么做_罗茨风机
风机叶轮动平衡怎么做:叶轮动平衡需要怎么做?
原标题:叶轮动平衡需要怎么做?
叶轮动平衡需要怎么做?叶轮动平衡是每一台风机必经的标准制造流程。基于多年积累的丰富经验,集智机电研发的叶轮动平衡机,从根本上为叶轮动平衡提供了有效的解决方案。动平衡实际上就是,通过在局部增加或减少一部分重量,将叶轮的质心,尽量地调节到靠近叶轮轴心的位置上。这样做,风机运行过程中的振动和噪音,将显著降低。
集智叶轮动平衡机在开机后,动平衡机在设定的转速下旋转叶轮,在控制面板中,会显示出存在不平衡的相位角度,以及需要调整的不平衡量值。在绝大多数情况下,通常是优先选择增加叶轮重量。通过在叶片、前盘或后盘上安装螺栓、螺母和垫圈等平衡块,进行叶轮的动平衡校正。对于钢制离心叶轮,需要把金属片焊接到叶轮上,之后再将它送去喷漆,作为第一次的动平衡。由于油漆自身重量,往往会影响第一次的动平衡结果,会在喷漆以后,再做第二次动平衡。
叶轮的动平衡等级,决定了允许的残余不平衡量,与叶轮重量和叶轮转速密切相关。为什么叶轮的动平衡如此重要?因为过度的不平衡会引起振动的超标,这会产生噪音异响,并对风机产生损害。可能的损害包括:轴承或皮带的迅速磨损,电机使用寿命缩短,以及浪费电能。如果不能够及时调整,整台风机或相关系统可能会报废。
集智平衡、平衡世界,集智人将积极响应国家号召,做大做强民族产业,持续巩固和提升公司在国内外同行业中的技术优势,全面提升公司综合竞争能力和品牌影响力,为我国平衡装备制造业发展作出贡献。
:

风机叶轮动平衡怎么做:叶轮的动平衡方法与流程
本发明属于离心式通风机技术领域,具体涉及一种叶轮的动平衡方法。
背景技术:
离心式通风机应用广泛,在工厂、矿井、隧道、冷却塔、车辆、船舶和建筑物的通风、排尘和冷却;在锅炉和工业炉窑的通风和引风;空气调节设备和家用电器设备中的冷却和通风;谷物的烘干和选送;风洞风源和气垫船的充气和推进等众多领域中均大量应用。
现有技术叶轮的动平衡主要通过配重方法完成,一种方法是在叶轮的轮盖和轮盘上采用焊接或者螺栓紧固等方式增加配种块;另一种方法是采用钻孔或去除材料等方法。两种方法均能将叶轮的不平衡量控制在理论数据以内。以上两种方法的弊端是,无论采用加重或去重,都将造成平滑的叶轮表面多出许多配种块或者许多孔洞。其中不利因素有二,其一凹凸不平的表面对气体造成扰动和阻力,不利于提高风机的工作效率;其二叶轮表面多出或缺失的部分在叶轮旋转时与气体不断摩擦,此时极易产生气动噪声甚至啸叫。
技术实现要素:
为了解决上述问题,本发明提供了一种叶轮的动平衡方法。
本发明提供了一种叶轮的动平衡方法,其特征在于,包括以下步骤:步骤1,使用动平衡机对叶轮进行动平衡试验,根据动平衡机的指示,确定叶轮需要平衡的相位和需要的平衡质量;
步骤2,分别在叶轮的轮盘与轮盖径向边缘的相位处钻取若干数量的配重孔洞;
步骤3,计算铅水配重的重量;
步骤4,在配重孔洞中灌注铅水配重,并使用铝焊封堵配重孔洞;
步骤5,使用动平衡机对叶轮进行动平衡试验,检测叶轮的不平衡量是否在规定范围内,结果为是,进入下一步,结果为否,进入步骤1;
步骤6,结束动平衡试验。
在本发明提供的叶轮的动平衡方法中,还可以具有这样的特征:其中,步骤2中,当初始不平衡量较大时,配重孔的深度小于30mm,配重孔的直径为8-12mm。
另外,在本发明提供的叶轮的动平衡方法中,还可以具有这样的特征:其中,步骤3中,计算铅水配重的重量时,考虑步骤2中去除的材料质量。
另外,在本发明提供的叶轮的动平衡方法中,还可以具有这样的特征:其中,步骤4中,还包括预留铝焊封堵位置。
另外,在本发明提供的叶轮的动平衡方法中,还可以具有这样的特征:其中,预留铝焊封堵深度大于6mm。
另外,在本发明提供的叶轮的动平衡方法中,还可以具有这样的特征:其中,,叶轮动平衡等级为g=6.3级,
允许不平衡量的计算公式
式中:mper——允许不平衡量(g);
m——代表转子的自身重量(kg);
g——代表转子的平衡精度等级(m/s);
r——代表转子的校正半径(mm);
n——代表转子的转速(rpm);
发明的作用与效果
根据本发明的叶轮的动平衡方法,因为采用在叶轮径向边缘打孔灌铅然后铝焊封堵的动平衡方式,该种动平衡方式的有益效果是:叶轮做完动平衡后,其表面无凹凸不平的配重块和孔洞,这样便大大降低了由于配重块或孔洞与空气摩擦形成的气动噪声,更加避免了啸叫产生。本发明的叶轮的动平衡方法,具有提高风机效率且降低风噪、避免啸叫的优点。
附图说明
图1是本发明的实施例中叶轮正视示意图;
图2是图1的剖面示意图;
图3是本发明的实施例中叶轮正视示意图;以及
图4是图3的俯视示意图。
具体实施方式
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,以下实施例结合附图对本发明的叶轮的动平衡方法作具体阐述。
实施例一
如图1、图2所示,叶轮包括轮盖1、轮盘2、叶片3、轴盘4、轮盖5。
其中,轮盖5、叶片3、轮盘2、轮盖1均通过模具铸造成为一个整体。
轮盖5可以是平直形、锥形、弧形。
叶片3可以是前向式、后向式或径向式,ntfb取后向式叶片居多,如图1所示,其中β<90°的叶片分布形式叫做后向式叶片。
轮盘2与轮盖5具有相等外径,轮盘与轮盖外圈铸有3-5mm厚的凸台边缘,用于叶轮加固和做动平衡使用。
一种铸铝叶轮进行动平衡的方法,包括以下步骤:
步骤1,使用动平衡机对叶轮进行动平衡试验,根据动平衡机的指示,确定叶轮需要平衡的相位和需要的平衡质量。
如图3所示,叶轮直径d=735mm(r=367.5mm),质量m=47kg,转速n=2900rpm,直联刚性支撑。
根据gb9239标准中规定该叶轮动平衡等级应达到g=6.3级(根据公式计算双面不平衡量应小于2.65g)。
附:动平衡计算公式
允许不平衡量的计算公式
式中:mper——允许不平衡量(g);
m——代表转子的自身重量(kg);
g——代表转子的平衡精度等级(mm/s);
r——代表转子的校正半径(mm);
n——代表转子的转速(rpm);
根据动平衡机指示,如图3所示的轮盖5上①处(相位为0°)初始不平衡量为20g,轮盘2上②处(相位为-120°)不平衡量为23g。
步骤2,分别在叶轮的的轮盘与轮盖边缘的相位处钻取若干数量的配重孔洞,其中,当初始不平衡量较大时,配重孔的深度小于30mm,配重孔的直径为8-12mm。
实施例中,分别在图3、图4中叶轮的轮盖5上①、轮盘2上②处钻孔,孔径取10mm,孔深度30mm以内。
步骤3,计算铅水配重的重量。
计算铅水配重的重量时,考虑步骤2中去除的叶轮钻孔的材料质量,并根据材质和孔的体积、数量,计算步骤2去除的质量。
此步骤的具体实施步骤为:
(1)已知叶轮密度为2.65g/cm3(材质为zl104),配重铅密度为11.3437g/cm3;
(2)根据密度和孔径定义铝重系数和铅重系数(系数=开孔面积x密度),经过计算铝重系数为0.208,铅重系数为0.89。
步骤4,在配重孔洞中灌注铅水配重,并使用铝焊封堵配重孔洞。
灌铅水配重时预留铝焊封堵位置,铝焊深度一般不小于6mm(铝焊孔径为10mm,深度6mm,此时铝焊块的质量为定值)。
实施例中,铝焊深度为6mm(铝焊孔径为10mm,深度6mm,此时铝焊块的质量为定值1.25g)。
规定配重质量用m表示;此时①处配重铅重m=20-1.25=18.75g、②处配重铅重m=23-1.25=21.75g;规定打孔深度为h,配重铅深度即为h-6。
现可计算出①、②两处的打孔深度:
附公式:m=0.89(h-6)-0.208h+1.25
①处已知m=18.75g,计算得出打孔深度h=21.94mm,铅水深度15.94mm
②处已知m=21.75g,计算得出打孔深度h=24.67mm,铅水深度18.67mm
灌铅水配重时须预留铝焊封堵位置,铝焊深度一般不小于6mm(铝焊孔径为10mm,深度6mm,此时铝焊块的质量为定值);
在相位①处打一个φ10mm孔,深度为21.94mm,灌入15.94mm铅水;在相位①处打一个φ10mm孔,深度为24.67mm灌入18.67mm铅水;分别用铝焊封堵两处孔,铝焊深度均为6mm,此时第一轮动平衡制作完成;
步骤5,使用动平衡机对叶轮进行动平衡试验,检测叶轮的不平衡量是否在规定范围内,结果为是,进入下一步,结果为否,进入步骤1。
不平衡量将逐步减小,两到三次以后可将叶轮的不平衡量控制在规定范围内。
重复步骤1-5两到三次(此时根据动平衡机指示,相位将变化,不平衡量将减小),逐次缩小打孔深度即可将叶轮的不平衡量控制在合理范围内,即不平衡量小于2.65g。
步骤6,结束动平衡试验。
实施例二
本实施例的动平衡方法,在叶轮转速低于1500r/min的情况下,可采用在叶轮径向边缘打孔并攻丝而后注入铅水的动平衡方式。
本实施例方案仅可用于叶轮转速低于1500r/min的条件下,叶轮转速高于1500r/min,配重铅块由于受到较大离心力的作用,将存在被甩出的风险。
本实施例方案省去了铝焊封堵工艺,叶轮制造完成后可达到与实施例一相同的效果。
实施例的作用与效果
根据本实施例的叶轮的动平衡方法,因为采用在叶轮径向边缘打孔灌铅然后铝焊封堵的动平衡方式,该种动平衡方式的有益效果是:叶轮做完动平衡后,其表面无凹凸不平的配重块和孔洞,这样便大大降低了由于配重块或孔洞与空气摩擦形成的气动噪声,更加避免了啸叫产生。
本实施例的叶轮的动平衡方法,具有提高风机效率且降低风噪、避免啸叫的特点。
上述实施方式为本发明的优选案例,并不用来限制本发明的保护范围。
风机叶轮动平衡怎么做:风机叶轮动平衡如此重要
内容声明:谷瀑环保为第三方平台及互联网信息服务提供者,谷瀑环保(含网站、客户端等)所展示的商品/服务的标题、价格、详情等信息内容系由店铺经营者发布,其真实性、准确性和合法性均由店铺经营者负责。谷瀑环保提醒您购买商品/服务前注意谨慎核实,如您对商品/服务的标题、价格、详情等任何信息有任何疑问的,请在购买前通过谷瀑环保与店铺经营者沟通确认;谷瀑环保设备网上存在海量店铺,如您发现店铺内有任何违法/侵权信息,请在谷瀑环保PC版首页底栏投诉通道进行投诉。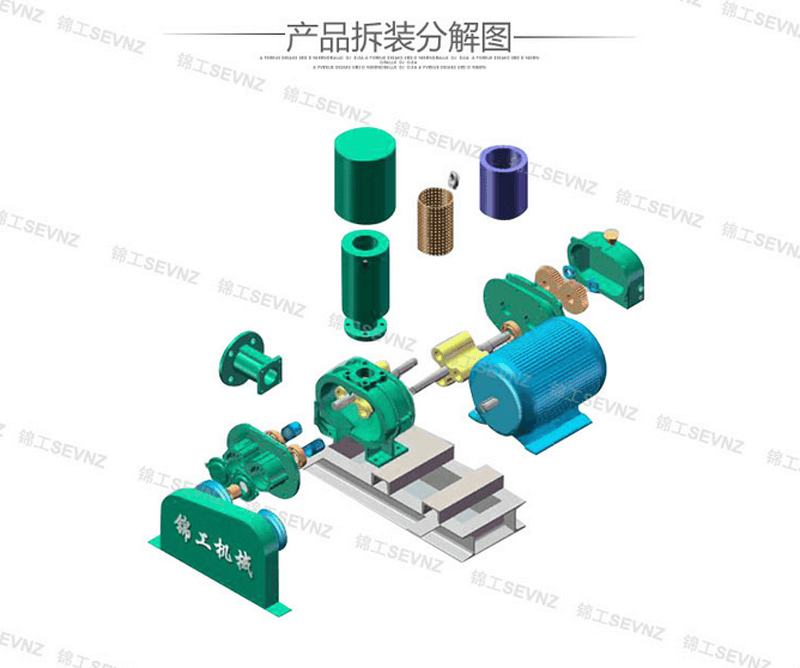
风机叶轮动平衡怎么做:风机叶轮现场动平衡怎么做
风机叶轮现场动平衡怎么做?很多客户风机出现问题,大部分都是产生不平衡的问题,这个时候我们就需要做动平衡。有的是风机需要做动平衡,有些是叶轮需要做动平衡。不管是风机还是叶轮动平衡,我们公司昆山利泰检测仪器有限公司都是可以做的,并且我们与国内很多公司都是建立了良好的合作关系的。
风机叶轮现场动平衡怎么做?下面小编根据我们公司技术的讲解,给大家做了一个小结,具体内容如下;
1、 首先知道风机的转速,风机的质量,使用现场动平衡仪测量收集数据,分析倍频及频谱,如是1倍频造成的,在相应的相位处加配重,开机运行。
2、知道风机转速,叶轮上式重,再次配重,现场解决,快捷方便
风机叶轮现场动平衡怎么做?我们公司昆山利泰检测仪器技术工程师在给客户做风机叶轮现场动平衡的时候是不需要拆卸风机叶轮的,此外我们都是用瑞典原装进口的现场动平衡仪CXBalancer来做测试的,测量结果准确。能够快速帮助客户分析哪里出了问题,能很好解决动平衡的问题。
最小罗茨鼓风机 三叶罗茨鼓风机生产 高温高压罗茨鼓风机 罗茨鼓风机售后
山东锦工有限公司
地址:山东省章丘市经济开发区
电话:0531-83825699
传真:0531-83211205
24小时销售服务电话:15066131928
