


钢管旋压机加工视频_罗茨风机
钢管旋压机加工视频:一种钢管旋压机的制作方法
一种钢管旋压机的制作方法
【技术领域】
[0001]本实用新型涉及一种钢管旋压机,尤其是超长尺寸无缝钢管减径减壁加工旋压机械。
【背景技术】
[0002]目前,无缝钢管旋压机加工方式主要为钢管轴向旋转,分布于钢管四周的旋轮由外力驱动沿钢管轴向进给实现旋压。钢管旋压加工时,由于原始钢管存在尺寸偏差及弯曲,钢管旋转跳动较大,旋压轮受力不均,容易出现裂辊、电流超限等问题,很难实现六米上全尺寸钢管连续加工。
【实用新型内容】
[0003]本实用新型针对上述缺陷,目的在于提供一种回转式钢管旋压机,该旋压机可以实现超长无缝钢管的旋压加工。
[0004]为此本实用新型采用的技术方案是:包括回转体(1),回转体(I)内设有供钢管
[5]、芯棒(4)穿过的旋压空腔;所述回转体(I)一侧设有若干旋压轮(2);所述旋压轮(2)可相对回转体(I)自转动;所述钢管(5)、芯棒(4)由驱动机构(I)驱动穿过旋压空腔直线运动。
[0005]所述回转体(I) 一侧设有四个旋压轮(2),均匀对称分布在回转体(I)上。
[0006]所述各旋压轮(2)上设调节机构(3),自动调节各旋压轮(2)和钢管(5)的接触压力。
[0007]机架上设置有若干对中机构(7),其设置在机床底座(8)上。
[0008]钢管加工工艺,按照以下步骤进行:
[0009]I)首先将芯棒(4)内衬于钢管(5)之中,将钢管(5)穿过旋压空腔,并通过对中机构(7 )实现钢管(5 )和回转体(I)的对中;
[0010]2 )通过驱动机构(I)驱动钢管(5 )做直线运动,通过主电机(6 )驱动回转体(I)相对钢管(5)旋转,旋压轮(2)随回转体(I) 一起旋转并和钢管(5)产生接触摩擦,使旋压轮
(2)自转实现对钢管加工;
[0011]3)设置在各旋压轮(2)上的调节机构(3)由控制器控制,根据旋压轮(2)和钢管
(5)之间的接触压力信号自适应的进行调节,保持旋压轮(2)和钢管(5)之间的平稳性。
[0012]本实用新型的优点是:1)本实用新型回转体只做自身旋转,轴向位置固定不动,钢管轴向穿过并作轴向移动,改变了原来的加工方式;原来的方式钢管做轴向旋转,旋压轮在旋压过程中做轴向移动及自转,此种方式由于钢管及旋压轮均做旋转运动,因此由于制造和安装上的误差,因此在加工过程中容易发生跳动,影响了加工质量;而本实用新型钢管不做旋转,只做轴向移动,因此其发生跳动的几率较小,且由于调节机构的调节,能随时调整旋压轮和钢管之间的接触压力,因此其能保证加工质量;2)本实用新型在旋压过程中,通过旋压轮和钢管之间的摩擦实现旋压轮的自转,由于发生自转,其摩擦方式变成点摩擦,其磨损较小,旋压轮能具有较长的使用寿命;3)本实用新型通过芯棒、旋压空腔及顶针进行钢管的固定,芯棒对钢管进行内衬,旋压空腔从外部进行对钢管的固定,驱动机构和顶针从两侧对钢管进行固定;因此本实用新型通过若干点的固定,利用旋压机必要的部件兼作固定件,因此结构紧凑、钢管固定好,旋压空腔、芯棒从内外两端对钢管进行很好的支撑,有效的避免了钢管在加工过程中的跳动;保证加工质量;4)且因为钢管从旋压空腔中通过,而旋压轮又是固定在回转体上,这样相当于旋压轮和钢管一体,即使钢管发生径向微小动作,旋压轮也会随之发生移动,因而减小了两者之间的相对跳动量,从而提高钢管加工质量。
【附图说明】
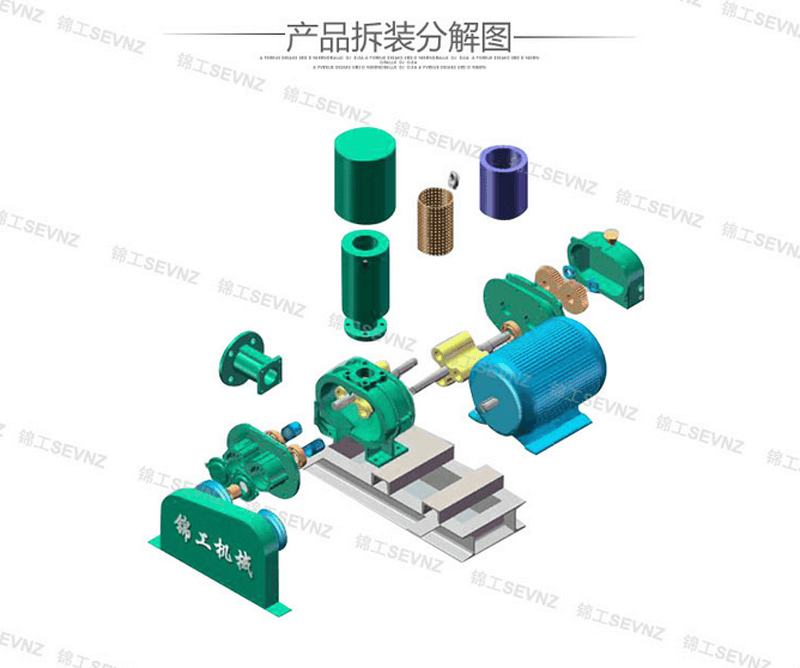
[0013]图1为本实用新型的结构示意图。
[0014]图2为图1中的A向视图。
[0015]图3为图1中I部放大图
[0016]图中I为回转体、2为旋压轮、3为调节机构、4为芯棒、5为钢管、6为主电机、7为对中机构、8为机床底座、9为液压缸。
【具体实施方式】
[0017]本实用新型圆形旋压回转体I围绕自身轴匀速旋转,作公转运动,回转体I圆周上均匀分布四个旋压轮2,内部形成中空的旋压空腔。芯棒4内衬在钢管5中,同钢管5相对固定不旋转,一起穿过回转体I的旋压空腔。旋压2轮于钢管5外表面接触,并对钢管5施加一定压下作用,随着回转体I旋转实现对钢管5圆周方向上的缩径减壁加工。旋压轮2被摩擦力带动旋转,实现自转,减少磨损。同时,芯棒4由液压缸9驱动,同钢管5 —起匀速直线穿过回转体1,实现对钢管5的旋压加工。
[0018]每个旋压轮配备升降调节机构3,用于调节不同的压下量,把钢管5加工成不同的成品尺寸。多个旋压轮2可同步调整,实现快速调整,也可分别调整,满足旋压轮2的磨损后微调。
[0019]加工过程中,机床底座8上配有多架对中机构7,实现钢管5和回转体I对中。
[0020]因为回转体I只做自身旋转,位置固定不动,钢管5轴向穿过,解决了回转体I驱动问题,可以实现超长钢管加工。旋压机的电气部分主要由回转体I主电机6及其转速控制和液压限动进给系统组成。
[0021]本实用新型的旋压轮2对称的分布在钢管5外表面,使钢管5表面受力均匀,其个数各根据具体加工钢管的规格、材质等加以确定。
[0022]如图1所示,本实用新型的钢管5内衬芯棒4,外侧由旋压空腔限位,两端分别由液压缸9、对中顶针支撑。
[0023]本实用新型进一步的可在钢管5的路径上设置多个旋压空腔,以对钢管5进行支撑。
[0024]本实用新型旋压轮2上可设压力传感器,实时检测其和钢管5之间的压力,并以此为信息通过调节机构3调节钢管5和旋压轮2之间的压力,同时通过控制器合理控制钢管轴向移动速度和回转体I的回转速度。
【主权项】
1.一种钢管旋压机,其特征在于,包括回转体(1),回转体(I)内设有供钢管(5)、芯棒(4)穿过的旋压空腔;所述回转体(I) 一侧设有若干旋压轮(2);所述旋压轮(2)可相对回转体(I)自转动;所述钢管(5)、芯棒(4)由驱动机构(I)驱动穿过旋压空腔直线运动。
2.根据权利要求1所述的一种钢管旋压机,其特征在于,所述回转体(I)一侧设有四个旋压轮(2),均匀对称分布在回转体(I)上。
3.根据权利要求1所述的一种钢管旋压机,其特征在于,所述各旋压轮(2)上设调节机构(3 ),自动调节各旋压轮(2 )和钢管(5 )的接触压力。
4.根据权利要求1所述的一种钢管旋压机,其特征在于,机架上设置有若干对中机构(7 ),其设置在机床底座(8 )上。
【专利摘要】本实用新型涉及一种钢管旋压机及利用该旋压机的钢管加工工艺。包括回转体(1),回转体(1)内设有供钢管(5)、芯棒(4)穿过的旋压空腔;所述回转体(1)一侧设有若干旋压轮(2);所述旋压轮(2)可相对回转体(1)自转动;所述钢管(5)、芯棒(4)由驱动机构(1)驱动穿过旋压空腔直线运动。本实用新型提供了一种回转式钢管旋压机,该旋压机可以实现超长无缝钢管的旋压加工。
【IPC分类】B21D22-16, B21D43-00
【公开号】CN
【申请号】CN
【发明人】尤凤志, 吴世康, 马自强, 刘锦, 夏魁
【申请人】扬州龙川钢管有限公司
【公开日】2020年6月17日
【申请日】2020年11月6日
钢管旋压机加工视频:前盘旋压机加工规格齐全
中原机械为您精心打造前盘旋压机加工规格齐全,诚信服务企业!
前盘旋压机加工规格齐全,由于材料流线不被切断,表面生产冷作硬化,组织密度提高,使轮槽表面的强度和硬度提高,并且尺寸精度高,三角带与轮槽的滑差小,皮带寿命长。旋压带轮与铸铁皮带轮相比的优点是采用旋压工艺制成的(无屑加工),结构轻省材料,因而转动惯量小,是一种节料节能的新产品。生产效率高(每分钟加工2~4件),平衡性能好,一般无需平衡处理。
CNC车床可采用拉伸成型冲压收缩压实翻转等工艺。卷边等操作。由于压力成型技术不同,普通涡流器有不同的形状,因此具有广泛的应用性。控制包括直径压缩扩压和滚边卷边。我们只需要知道深度成形扩压扩压。其旋流的普通形式符合普通和部分成型的要求。根据不同产品规格的不同技术要求,可用于相应的塑料成型冷热涡流。主要是纤维纺纱收缩纺纱纺纱纺纱等。除了新产品外,数字纺纱工业应不断塑造形象,开拓新市场,不断寻找新渠道。只有在这种情况下才有必要。发展数字控制压榨机行业。
产品研发能力落后于市场需求的发展。记者了解到,目前具有产品研发能力的旋压机加工企业不足10%,众多的加工制造企业不是不想研发,而是缺乏研发的实力和资源。随着产品生命周期的临近,众多旋压机厂家只能在外观上做些改变,很难在设计理念工艺改造新材料应用等方面有质的突破。虽然相关部门在产学研联合方面提供了一些平台,但是从效果来看,收效甚微。旋压机厂家更多的是靠自己的微弱力量做着低水平的改善。
操作数控旋压机应当非常熟悉急停按钮开关的位置,以便在任何需要使用它时,无须寻找就会按到它,在安放保险丝之前,一定要将机床断电。要有足够的工作空间,以避免危险产生。数控旋压设备是现代社会中,加工厂常用的一种机械,很多准备从事该行业的人,不知道在,使用数控旋压机应该了解哪些问题为了避免大家出现误操作,所以下面一起来了解一下,哪些地方需要熟记。
旋转是将扁平或空心毛坯固定在CNC旋压机的模具上。当毛坯随机床主轴旋转时,毛坯被旋转轮或驱动杆加压,以产生局部塑性变形。在旋转轮的进给运动和坯料的旋转运动的共同作用下,局部塑性变形逐渐扩展到坯料的整个表面,并紧密附着在模具上,从而完成件的纺丝加工。CNC旋压机的旋压是一种特殊的成型方法。旋转方法可用于完成各种形状的旋转体的拉伸,翻边,缩回,凸出和卷曲。
为了增加材料变形面积,防止材料过度拉伸,滚柱前缘局部隆起材料太高,基本上,一个大角度的车轮总扭矩。在材料从铝合金移位时,由于变形大,可采用热旋涡成型。毛坯均匀加热到再结晶温度,压模可加热到200-300°c。在压坯的车床压力下,可直接用乙炔火焰加热,使温度不致降低得太快,使材料处于软化状态,促进螺旋成型。

钢管旋压机加工视频:广州国内钢管旋压机多少钱,小型手动旋压机厂家
金属加工成型:金属切削、金属薄板切割机床和加工中心;板料、薄板、型材剪床,板料、薄板、管料旋压机;板材折弯机棒料、管材折弯成型机、矫直机、线材成型机;冲床、冲压机、步冲轮廓机、轴承、紧固件、标准件、阀门、压铸模具、各种用途优质铸件铸阀门、金属板材、管材、型材、线材及其成型、制作零部件,搬运/传送技术,分离技术,管子/型材加工,薄板柔性加工技术,成型技术,机床零部件,金属板材、管材、型材、线材冲压、成型、制作工装模具及其成型材料和设备,薄板/中厚板表面处理技术等;
有一些自动旋压机企业已经显露出品牌老化的迹象,缺乏身处朝阳行业所应有的精神气和活力,呈现出懈怠、涣散、停滞不前的状态,与那些动作大、做事高调、活动能力强的同行业企业相比,这些企业显得比较老态。按照这种分类方法,我们谈到的出现品牌老化现象的企业所处的阶段大致介于稳定期和官僚化前期之间。
薄壁的管形件等,也可用以旋压大直径的深筒,再剖开后制成平板封头旋压--先用压鼓机用点压方式把封头坯料压制成浅碟形,然后在封头旋压机上旋压成为封头,旋压一般采取冷成形,必要时可采取火焰加热进行热旋压,冷旋压椭圆封头工艺流程:主题内容与适用范围本标准规定了冷旋压两步法生产压钢制压力容器封头。
广州国内钢管旋压机多少钱 rabfblpekx
批量精密旋压铸造轮毂的特点:综合了锻造、挤压、拉伸、弯曲、环轧、横轧和滚挤等多种工艺特点,所铸造的产品具有质量高、柔性好、轻量化等优点。经过旋压成形的轮毂,可以保持金属的致密度和整个轮毂的动平衡使轮毂在具有足够刚度的同时,能够显著减少材料的厚度,使轮毂变得更轻、更耐用。与普通低压铸造生产的铝合金轮毂相比,同尺寸轮毂的重量可以减小15%。加工技术精密旋压法成形技术:将平板或预制形状的毛坯卡紧在旋压机的芯模上,由主轴带动芯模和毛坯旋转,同时由旋轮对毛坯施加压力,使其产生逐点连续的塑性变形,从而获得各种母线形状的空心旋转体零件。旋压成形技术是一种先进的汽车轮毂制造技术
导读:旋压是一种特殊的金属加工工艺,根据金属的变形特征,旋压可分为普通旋压和强力旋压。普通旋压只改变毛坯的形状,毛坯的壁厚和表面积基本不变;强力旋压可使毛坯的形状和厚度都发生变化。因此,数控旋压机也有了强力数控旋压机和普通数控旋压机两种不同机型。
碳钢封头管帽哪里卖忻州制造厂家全国配送来图纸可定做如皋油罐车封头价格追踪大型工厂都用双动,即有一个压边缸、一个冲压缸。水压机的传动介质为水,便宜,迅速,不平稳,对密封要求没有油压机高,封头效率低于油压机,导向要求不严。使用工装。各种封头成形上、下模及支脚等,必须按相关技术条件验收,不应有气孔、缩松、夹渣等,几何尺寸精度、曲线经检验合格方可使。黎城封头网实力厂商主要产品有:蝶形封头,椭圆封头,冲压封头,球形封头,锥形封头,产品材质分别有碳钢,不锈钢,合金钢及用户特殊要求的其他金属材料,产品广泛应用于石油,化工,冶金,,椭圆封头中旋压是将平板或空心坯料固定在旋压机的模具上。
“现在看来,我还是很幸运的。”陈国东表示,自己是属于那种一门心思把工作做完做好的人,而且从事的是自己喜欢的工作,虽然赶项目时很忙碌,但自己却很有成就感。一个月前,陈国东在万丰吉林厂区安装调试轮毂旋压机,虽说在外出差,他依旧每天8点到达厂房,并自行加班到晚上9点多,以期设备尽早投产。“没什么累不累的,那个时候,脑子里想的就只有工作。”当记者问及这样是否很累时,陈国东笑着回答道。
?第1步是将钢管依据尺寸截断后,夹在旋压机床主光轴夹盘中随主光轴一块儿旋转,旋轮借助于液压仿形装置对管坯施行多少次旋压,使其渐渐缩径收口,形成半圆球面立体;第二步将已形成的球面立体部份切下,并加工烧焊坡口;第三步将二个半球面立体用氩孤焊对焊成所需的空心球面立体坯料。
早修补模具砂眼、气孔、磨损等缺陷时,选用冷焊机等热影响小的修复设备,以避免修补过程中变形的产生。旋压成型的零件一般为回转体筒形件或碟形件,旋压件毛坯通常为厚壁筒形件或圆形板料。旋压机的原理与结构类似于金属切削车床。在车床大拖板的位置,设计成带有有轴向运动动力的旋轮架,固定在旋轮架上的旋轮可作径向移动。
轿车车轮铝合金锻造生产线的组成:由5台成形设备组成,分别为旋转辗锻机、大吨位模锻液压机2台、小吨位液压机、强力旋压机。图5为铝合金轿车轮锻造成形工艺步骤。
玛钢管件的封头旋压,封头旋压有立式和卧式两种。大型封头一般在立式旋压机上进行旋压,这种旋压机多数与普通压力机配合使用,由普通压力机预压出圆顶后,再在旋压机上旋压翻边,也可直接在旋压机上压出圆顶和翻边。如图6-29所示为立式旋压机上旋压封头,封头通过上、下转筒1和2固定在主轴3上,主轴由设在底座4下的电动机、减速器带动;内滚轮5的外形与封头内壁形状一致.能通过水平轴6及垂直轴7作横向或上下运动;在旋压前调节好内滚轮的位置,旋压过程中内滚轮位置固定不动。内滚轮的回转是依靠封头内壁之间的摩擦力作用而进行旋转的。
2.旋压机数控化改造主要内容:其一是恢复原功能,对机床存在的故障部分进行诊断并恢复,其二是nc化,在普通旋压机上加数控系统,改造成cnc机床,其三是翻新,为提高精度,效率和自动化程度,对机械,电气部分进行翻新,对机械部分重新装配加工,恢复原精度,对其不满足生产要求的cnc系统以新cnc进行更新,其四是技术更新或技术创新,为提高性能或档次,或为了使用新工艺,新技术,在原有基础上进行较大规模的技术更新或技术创新,较大幅度地提高水平和档次的更新改造。其作用是将涂料中其它组分牢固地粘结在一起
椭圆封头中旋压是将平板或空心坯料固定在旋压机的模具上,在坯料随机床主轴转动的同时,用旋轮或赶棒加压于坯料,使之产生局部的塑性变形,在旋轮的进给运动和坯料的旋转运动共同作用下,使翻边封头局部的塑性变形逐步地扩展到坯料的全部表面。
钢管旋压机加工视频:钢管旋压机器生产厂家诚实守信
中原机械为您精心打造钢管旋压机器生产厂家诚实守信,诚信服务企业!
钢管旋压机器生产厂家诚实守信,常规武器化学工业冶金机械制造电子轻工业和民用工业成为大型工艺设备和设备。金属加工产品。全自动纺纱机已证明其在各工业发达的相关性和经济性。为遏制压力,促进了航空和卫星技术的发展。
1机床故障,刀盘与尾轴碰撞,导致尾轴变形.数字式车床车床的尾部很容易掉落。下面是主要原因及相应的解决方案。如何解决纺尾机偏摆的原因?长时间使用后主轴皮带松了模具质量不降低,模具质量偏高.1。纺纱粘结的主要原。
1机床故障,刀盘与尾轴碰撞,导致尾轴变形.数字式车床车床的尾部很容易掉落。下面是主要原因及相应的解决方案。如何解决纺尾机偏摆的原因?长时间使用后主轴皮带松了模具质量不降低,模具质量偏高.1。纺纱粘结的主要原。
近年来,结合热处理进行了大量的研究。适当的热处理可滋润金属的内部结晶,改变金属相的微结构,并改变金属的特性。热工与旋涡技术的一体化已经开始,从而创造了新的压力处理方法,为压力技术的发展奠定了新的里程碑。
金属的东西,可以说是具有挑战性的,当涉及到数控旋压机的工作。铝是一种金属,许多数控旋压机床车主选择的工作。某些金属需要特定的位,以使所述切割过程更容易,以及取决于金属的厚度或韧性。金属如黄铜或青铜可以在数控旋压机床中使用,但它们并不像易于使用的铝。
选择压力机取决于旋涡技术和不同的成型条件。纺纱机分为两类一类是强大的纺纱机,另一类是普通的纺纱机。纺纱机分为两个纺纱轮和三个纺纱轮。也有特殊的挤压件,如热旋流器,球压机等。此外,可根据加热和有芯轴进行分级。普通自动压榨机广泛用于生产。
罗茨鼓风机生产公司 高压罗茨鼓风机价格 常州罗茨鼓风机
山东锦工有限公司
地址:山东省章丘市经济开发区
电话:0531-83825699
传真:0531-83211205
24小时销售服务电话:15066131928
