


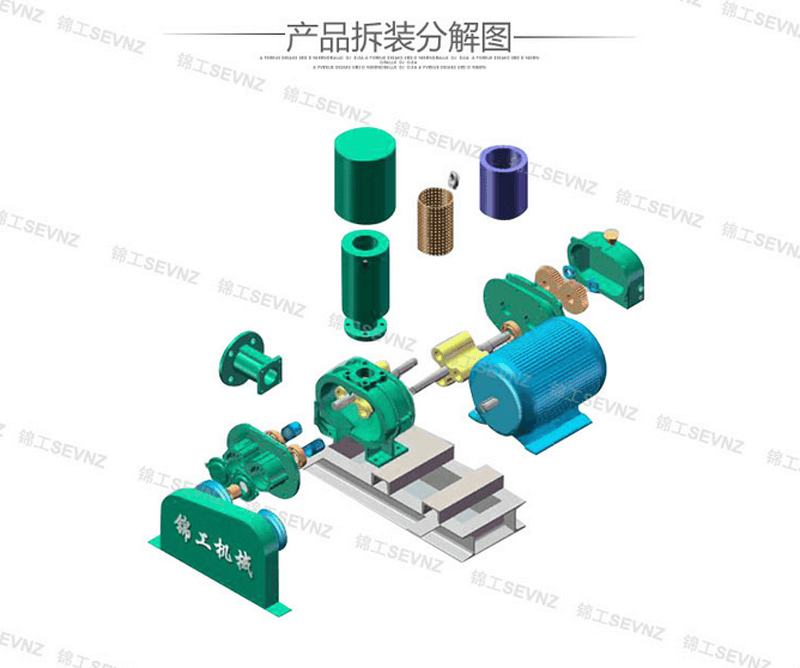
车床旋压加工视频_罗茨鼓风机
车床旋压加工视频:利用数控车床实施旋压成形加工
我们接到如图1所示的一个灯罩零件,材料为铝合金,灯罩内表面有很多凸点和凹点,作为反光花纹,而且表面光泽度要求非常高,如果采用模具成形,很难达到设计效果。原因是:1)零件的表面光泽度要求较高;2)零件的内部有凹下去的花纹;3)零件的壁厚较薄、较深。而且,此零件不需要大批量生产,如果加工出一套模具再对其进行加工,不但成本高,还浪费了时间。经过多方面的工艺分析,自制了一套旋压装置,在数控车床上实施旋压加工,不仅达到了零件的设计要求,还缩短了加工时间,节省了原材料,降低了成本。受到了客户的认可与好评。图1零件实图1.刀杆2.旋压头3.螺母4.滚动轴承图2旋压工具1工艺分析灯罩零件材料为铝合金,作为一个装饰品,对光泽度要求非常高,还要起到反光作用。工件的壁厚非常薄,如果采用普通旋压加工,很容易拉破,经过了多次试车,最后终于确定使用旋压成形的加工方案,并为此研制出了如图2所示的旋压工具。加工灯罩零件用的模芯上有反光纹路,零件在旋压成形加工过程中,零件与模芯间始终不能发生滑动,若一旦发生滑动,就会导致纹路错开而使灯罩零件报废。因此,装夹必须紧固,不允许零件与模芯产生滑动。如果采用螺钉固定,零件在加工受力下仍会产生滑动,且加工完后很难拆下工件,甚至损坏1.卡盘2.模芯3.零件4.尼龙5.顶尖图3工件装夹图零件。经过分析,采用了图3所示的装夹方式,先将零件配进模芯的定位柱上,彻底解决了零件与模芯间的滑动问题,再垫上一块尼龙胶,然后再用尾座顶尖顶紧,这样不仅能使工件装夹紧固,而且拆装方便。旋压头与刀杆采用滚动轴承连接,然后用螺母将其锁紧(见图2),因为在旋压成形加工过程中,旋压头在进给的同时还要旋转,为了避免旋压成形加工过程中,旋压头的左端面和铝合金片发生干涉,应使旋压头有一个倾斜角;同时,要考虑防止在旋压成形加工过程中避免旋压头后尖点高出前尖点而产生的干涉,应降低旋压头后尖点的高度。图4旋压成形加工图按工件实例,设计旋压头向下倾斜角度为20,这样还能提高其强度。另外,在制作刀杆时,要考虑刀杆与旋压头安装完后的最前端(刀杆前端或螺母前端),不能超出旋压头的加工点,以防止刮伤零件;刀杆顶端应低于旋压头加工点,以防止刀杆顶端与尾座顶尖产生干涉,如图4所示为宜。2零件的旋压成形加工经几次试车加工发现,若采用1次旋压成形加工,产品挤压变形大,产生的热量过大,使产品在拐角处拉破,导致产品报废。后来采用3次旋压成形加工,均为在数控车床上编程连继全自动加工出,取得了很好的效果。图5工件加工步骤图其加工步骤如图5所示,具体过程如下。第1次旋压,先将铝合金毛坯的前端面旋转压成形,并把其余部分旋压成喇叭形状。第2次旋压,用旋压头将铝合金毛坯与模芯靠近,使其前端内表面与模芯相贴紧。第3次旋压,旋压头从前端面开始向后走,进给走向与模芯母线一致,相似于采用靠模仿形进行滚压,将铝合金毛坯均匀地旋压成形为灯罩零件。将旋压成形加工分为3个工步可以减小工件成形过程中的变形程度,从而减小旋压的压力和所产生的温度,并且热量能在加工过程中得到很好的散发。在旋压时,前2次旋压的铝合金厚度为0.6mm,而第3次旋压才将其挤压到0.4mm的厚度。在每次旋压成形加工中,采用的工件转速n和旋压头进给速度f相对较大,取n=1200r/min和f=250mm/min,这样,才不会使铝合金毛坯和旋压头在同一处连续磨擦而产生大量热量。3结语利用数控车床和自己研制的旋压工具头对薄壁工件灯罩实施数控编程旋压成形加工,经过生产证明:工艺路线和加工方法是合理的,大大提高了材料的利用率,降低了加工成本,具有较大的灵活性,使生产周期缩
车床旋压加工视频:北京专注车床旋压加工
旋压:一种非常常见的用于生产圆形对称部件的加工方法,如碟子,杯子以及圆锥体等。加工时,将高速旋转的金属板推近同样告诉旋转的,固定的车床上的模型,以获得预先设定好的造型。二、密闭阀门设置建议该工艺适合各种批量形式的生产。
数控旋压机的加工是由控制刀轮行走的路径来控制材料的流动和变形,通过上下凸凹模的配合达到拉伸冲压成型的效果。这种方式的操作过程就非常,可以使我们加工的精度高,效率快。并且由于设备的刚性好,加工力度大,我们生产出来的产品质量也会更加稳定。旋压机还会通过圆圈式的压力分布对产品进行加工,这样产品的强度就会比拉伸冲压的强度高很多,更符合零件的要求。
碳钢封头管帽碳钢封头与筒体的阻焊;使用的过程中,首先要注意的封头是定位的点和定位的焊位在完成之后,还需要进行的焊接。而不锈钢旋压封头在使用时,可以通过筒体和封头来进行定位的焊接工作,这里就需要客户自己根据直径和板材的厚度来进行自行的选择。
北京专注车床旋压加工 pfqztji8f0
龙海304封头供应商虽然旋压机以上研究已为铝合金旋压技术在工业生产中的应用提供了理论支撑和实践指导,但是随着工业生产的发展,为满足需求,作者认为如果铝合金旋压技术向以下发向发展将会有划时代的意义。随着科技的发展,对旋压机设备产品的的要求也越来越高。
本网定期更新退煮漂机、转向助力液、小三轴腐蚀性物品罐式运输车、超滤系统、矿山专用劈裂棒、料槽系列、手动免扣钢带打包机等行业投标书、社会稳定风险分析报告、投资计划书等编制要求,传递PC型平板运输车、生活用纸纸管、汽车发电机轴承、不锈钢储罐、低氮锅炉、呼吸防护、数控旋压机、多功能搅拌棒等行业市场走向、发展趋势、在建项目及固定资产投资等情况。
中央安装分为事故和预告两种。事故的首先任务是正在断路器事故跳闸时,能及时地发出音响,并使相应的断路器灯光位置闪光。预告的首先任务是正在运转机械工具发作异常现象时,瞬时或延时发出音响,并使光字牌显示出异常现象的内容。某涡旋压缩机负责人表示。
采用自动流水线罐体生产工艺分为下料、拼板自动焊,封头旋压成型,罐体一次滚压成型等国内先进生产工艺。擦内饰洗漆面我国各地各生产厂喷洒车价格各有不同。洒水车适合于各种路面冲洗,树木,绿化水压力较高时,应注意保持适当水压,防止伤及战斗人员。
整体框架采用不锈钢房管制做。符合安全卫生的同时更保证设备的易清洗。延长设备的使用寿命。滚筒两端采用一次性旋压封头焊接而成。外观大气。保证设备的容积宽大,拌料尺采用A
它无需投入昂贵的模具费用,对于非标形状,非标尺寸的封头制作不会受到,制作成本相对较低,旋压可以灵活多变,对于具有开裂倾向的材料把握性比较大,封头厂的成形主要有冲压和旋压两种,而根据是否加热又有冷成形和热成形之分.计算和现场对管件工作应力实测发现,碳钢封头起弧点处对外荷载,除去内压和自重等的外载主要,当封头成型与人孔翻边分二道工序进行时,注意坯料划线中心样冲眼置于毛坯外表面,以便封头成型后切割人孔翻边小孔时找正.
除此以外还拥有高效的研发团队,技术实力雄厚,不仅与东南大学等高校建立长合作,还是早填补国内商用车锻造旋压铝车轮空白的团队。
车床旋压加工视频:大型薄壁曲面车床旋压加工技巧
1
Н.И.Могильный;刘金华;;薄壳体的旋压[J];重型机械;1981年07期
王庆华;;旋压、压延结合成形曲面底筒件[J];贵州机械;1984年02期
卢彦林;王昊群;;基于1060铝合金筒形件旋压加工数值模拟[J];机床与液压;2020年10期
;关于“第十四届全国旋压学术年会”第二轮通知[J];锻压技术;2020年10期
;关于“第十四届全国旋压学术年会”的第二轮通知[J];塑性工程学报;2020年05期
赵升吨;赵承伟;王君峰;林文捷;;现代旋压设备发展趋势的探讨[J];中国机械工程;2012年10期
吴松林;李德强;邵飞;邓春锋;;气瓶多道次热旋压收口成形工艺的数值模拟研究[J];材料开发与应用;2012年04期
张万泉;;国内大吨位旋压设备通过验收[J];锻压技术;2009年04期
钱志平;旋压辊运动轨迹设计与旋压力计算[J];机械设计;2004年12期
10
李继贞,李志强,邱福兴,余肖放,关大力,刘新亚;国产旋压设备最新动态[J];机械工人;2002年08期
11
厉善元;薄壁回转体零件的旋压加工[J];模具工业;2002年08期
12
井维奇,张丽,卢宗明,孙墨卿;旋压工装的改进[J];轴承;2001年02期
13
叶伟昌;NC车床旋压的新工具[J];机械制造;1996年09期
14
胡建国;包装铁盒旋压扣缝模具[J];模具工业;1991年02期
15
陈文炳;;校直旋压内孔装置[J];机械制造;1992年01期
16
S.Kalpakjian
,S.Rajagopal
,黎家福;筒形件旋压的理论和实验研究[J];兵器材料科学与工程;1985年06期
17
张德宝;;旋压卷宽边工艺及其设备[J];模具技术;1987年02期
18
叶梅;朱静;李荣;翁宇庆;;旋压马氏体时效钢强化机制探讨(摘要)[J];电子显微学报;1988年03期
19
Ю.И.КОЭЛВ;胡亚民;;旋压加工焊接板料封头时的变形[J];模具技术;1989年06期
范国军;高军伟;;两轮旋压的工艺研究[A];第十一届全国旋压技术交流大会论文集[C];2008年
侯红亮;王耀奇;杨志;;铝合金剪切旋压残余应力分布规律研究[A];第十一届全国旋压技术交流大会论文集[C];2008年
;中国航空工业第一集团公司北京航空制造工程研究所旋压专业简介[A];第十一届全国旋压技术交流大会论文集[C];2008年
;序言[A];第十一届全国旋压技术交流大会论文集[C];2008年
陈永团;王勤超;;浅析旋压产品的质量控制[A];第十一届全国旋压技术交流大会论文集[C];2008年
陈永来;吕宏军;杜志惠;张宇玮;;2195铝锂合金旋压件组织与性能研究[A];第十一届全国旋压技术交流大会论文集[C];2008年
王北平;赵琳瑜;韩冬;陈志军;;铝合金轮毂旋压成型工艺研究[A];第八届全国塑性加工学术年会论文集[C];2002年
柏艳辉;周南强;白彬;任大鹏;龙波;;采用旋压法实现材料表面纳米化[A];中国工程物理研究院科技年报(2003)[C];2003年
陈国琼;倪必红;肖志兵;;变壁厚长筒件旋压工艺试验研究[A];第十一届全国旋压技术交流大会论文集[C];2008年
10
陈辉;;复杂曲面薄壁件精密旋压的成形[A];中国工程物理研究院科技年报(2002)[C];2002年
杨国平;纯钛和BT20钛合金筒形件旋压织构及在热处理中的演化[D];哈尔滨工业大学;2010年
杨保健;强力错距旋压制备纳米/超细晶筒形件机理研究[D];华南理工大学;2020年
赵博;薄壁筒体构件反旋减薄旋压载荷与鼓形规律研究[D];中南大学;2020年
张华;旋压药筒筒体成形过程工艺参数优化仿真研究[D];中北大学;2012年
李剑;薄壁双锥形件无模旋压试验研究[D];福州大学;2020年
张治锋;钽钨合金筒形件旋压加工仿真研究[D];长春理工大学;2020年
曾超;对轮旋压制备纳米/超细晶筒形件方法及试验研究[D];华南理工大学;2020年
何霞辉;超声旋压装置设计与研究[D];中南大学;2012年
邓锐;大径厚比镍基合金薄壁筒旋压过程变形稳定性研究[D];中南大学;2011年
秦清源;超声辅助旋压塑性变形机理研究及谐振系统设计[D];中南大学;2020年
曹毅;筒形件数控旋压仿真研究及CAD/CAM一体化[D];华北工学院;2002年
10
贾英辉;管件端部收口热旋压时的数值模拟及工艺参数的确定[D];辽宁工程技术大学;2008年
肖;村田公司推出无装载操作车床[N];中国纺织报;2005年
记者 李峰;星火公司研发出150吨重型车床[N];甘肃日报;2009年
;台湾推出新式车床 [N];中国冶金报;2002年
车床旋压加工视频:河北批量车床旋压技术,数控旋压加工技术
三防灯代理适用于车间、体育场馆、商场、超市等室内外潮湿多尘或普通场所的照明。三防灯代理本灯具为防水防尘防腐工厂用照明设备;灯具结构轻巧,外形简洁、美观大方;一体式结构,铝合金压铸镇流器箱,电气性能可靠,整体快卸式结构,维修方便。镇流器箱表面聚酯粉末喷涂;电缆进线分G3/4”管内直接进线(适用管吊式安装)或进线腔侧面进线(适用挂吊式安装);灯具旋转面反射器兼作灯具外壳由纯铝板旋压成型,表面多种处理方式。灯具抗氧化性好,光照均匀,经久耐用;平面钢化玻璃透光板.
钢管按生产方法钢管按生产方法可分为两大类:无缝钢管和有缝钢管,有缝钢管简称为直逢钢管,1.无缝钢管按生产方法可分为:热轧无缝管,冷拔管,精密钢管,热扩管,冷旋压管和挤压管等,无缝钢管用优质碳素钢或合金钢制成。
防震降噪措施。在设计安装空调时要注意采取防振和降噪措施。目前不少厂家在产品设计和生产中注意了减噪措施,如有的厂采用噪声低、振动小的横置式涡旋压缩机,并采用隔声罩;压缩机、内置水泵采用减振基座;面板内贴13mm厚的玻璃棉吸音复合材料;风扇采用高效低噪声机翼形叶片,风机转速控制在720r/min以下,并采用变速调节,降低夜间噪声;机组内所有连管及支架均采取减震措施,可以减少家用中央空调的噪音。
河北批量车床旋压技术 pfqztji8f0
厦门餐厨垃圾设备安装螺旋压榨机的运用范围和作业原理螺旋压榨机这一种压榨机,其是有对应的适用范围的,是为:运用范围1:在排水泵站、污水处理厂以及自来水厂中,对拦污格栅所截留到的渣物进行脱水和紧缩处理。它不只节约了咱们的时间,也提高了咱们的生活质量。螺旋压榨机的作业原理,其是为:当格栅中的栅渣或过滤后的滤渣从其料斗进入螺旋管后,经过压榨螺旋进行挤压和脱水。
进风消声集流器叶轮(模压锥形轮毂外筒(旋压成形,法兰与筒成体内筒及导叶高温电机冷却风管底脚组成。直联传动。HTF消防高温排烟混流风机结构钢制叶轮(模压圆柱轮毂外筒(旋压成形,法兰与筒成体内筒及导叶高温电机冷却风管及冷却后叶轮底脚组成。直联传动。HTF消防高温排烟轴流风机结构
贵阳制造钢制弯头厂家价格咨询来电,安装的旋轮架、顶紧板料的尾座和床身等组成。由于旋压力远大于金属切削力,所以传动功率和各部分的结构强度要大于车床。特别是加大了旋轮对芯模的压力和纵向进给力,加大了旋轮架的滑动面,提高了机床的刚度,使其成为具有重型机械结构的金属压力加工设备。大口径拱形封头ZUI大直径可达10000mm封头:在中、低压容器中,与筒体焊接连接而不可拆的端部结构。大口径封头通常使用的旋压机是卧式旋压机类似于卧式车床,故又称为机床型旋压机。卧式旋压机主要由装卡芯模的主轴箱。
但是单螺旋有个缺点,那就是遇到光滑物料,容易导致返料现象,也就是不进料,尾部出渣地方有压榨层,在压榨结束后容易残留,卫生状况不是太好,同时单螺旋压榨机属于憋筛网压榨机,对筛网磨损比较厉害。为此我中山市小榄镇逸通五金制品厂开发了第三代全天候压榨机:ZTZY型螺旋逐级挤压分离机,魔芋榨汁机工厂,可以用“一机榨天下”来形容,适合任何物料的压榨机,不会有返料现象,不会憋筛网,压榨结束,没有残留,卫生状况非常好,是您果蔬加工、固液分离的不二之选,详细视频请参考我中山市小榄镇逸通五金制品厂官网介绍。
20号石油裂化管、20号石油裂化钢管、20号石油裂化无缝管、20号石油裂化无缝钢管。其中:D指外径,S指壁厚。包括下述步骤:将石油裂化管经炉外精炼,连铸圆坯,加热,穿孔,连轧,再加热,定减径,矫直等工序制造的石油裂化管后。其中碳钢材质应用为普遍,主要生产基地的河北沧州,按照客户的要求石油裂化专用管的长度可以进行定尺,也可以进行散尺,定尺的价格比散尺每吨要贵500-600元,建筑石油裂化专用管按生产方法可分为:热轧无缝管,冷拔管,精密石油裂化专用管,热扩管,冷旋压管和挤压管等。
因此数控自动编程技术将是今后一个重要的研究课题,应做到只按一定的例行程序输入工伯件的形状,尺寸及旋轮的形状就能确定和输入旋轮道次并能旋出合格的产品。自动旋压机技术是一项具有悠久历史的传统技术,据文献记载早起源于我国唐代,由制陶工艺发展出了金属的旋压工艺。到20世纪中叶以后,随着产业的发展和宇航事业的开拓,普旋工艺大规模应用于金属板料成形领域,从而促进了该工艺的研究与发展。
碳钢旋压封头旋压封头使用效果的因素众多,需要逐一进行排查,常出现的情况是由于本身生产质量不好,这需要我们寻找合适的厂家进行购买封头。而如果安装环境比较特殊的话,就需要进一步处理了。比如如果我们是将不锈钢旋压封头安装在隔离的二氧化硫的环境下的话,那么还需要在其外部涂抹一层呢个防腐的涂层,这样可以延长其的使用寿命。
罐体制作:楚胜中山市小榄镇逸通五金制品厂采用自动流水线罐体生产工艺分为:下料,拼板自动焊,封头旋压成型,罐体一次滚压成型等国内先进生产工艺,罐体材料多采用优质碳钢板生产,特殊用途的情况下也可以根据客户的需要采用进口韩国304不锈钢。
涡旋压缩机主要由:动盘(涡旋转子)、静盘(涡旋定子)、支架、十字联轴环、背压腔、偏心轴组成。它可分为低压腔压缩和高压腔两种。
改善产品的内部结构。全自动变频真空滚揉机除具有真空滚揉机的特点外,还有变频技术功能。使机器使用更安全,更方便,更加节能。整机采用不锈钢制造,结构紧凑,滚筒两端均采用旋压式封帽结构。可以增强保水性增加滚筒内摔打空间,使滚揉产品的效果均匀,噪音小,性能可靠,使用效率更高。滚揉机可得到以下效果:使腌制液在原料肉内均匀吸收。
石家庄罗茨鼓风机 锦工罗茨鼓风机 罗茨鼓风机及其使用
山东锦工有限公司
地址:山东省章丘市经济开发区
电话:0531-83825699
传真:0531-83211205
24小时销售服务电话:15066131928
