


管子旋压收口机_罗茨风机
管子旋压收口机:管子强力旋压收口
1
C·L·Packham;顾孔君;;强力旋压[J];轻合金加工技术;1980年01期
;矩形喇叭成形新工艺[J];机械工人.热加工;1977年12期
;强力旋压反旋自动跟踪装置[J];新技术新工艺;1982年03期
杨希震;;用强力旋压新工艺加工錐形罩母体[J];锻压技术;1982年03期
侯红亮;1.9m天线抛物面旋压工艺[J];宇航材料工艺;1992年04期
墨默;;计算机数控三旋轮强力旋压机[J];CMET.锻压装备与制造技术;1982年04期
夏萼辉;强力旋压成形过程计算机仿真和缺陷预测技术项目通过鉴定[J];锻压机械;2001年04期
杨仁霖;;电液脉冲马达同步调速控制系统(摘要)(在强力旋压机中的运用)[J];重型机械;1983年04期
赵宪明,吴迪,吕炎;筒形件强力旋压变形机理的有限元分析[J];塑性工程学报;1998年03期
10
许沂,单德彬,李萍,吕炎;筒形件强力旋压三维刚塑性有限元模拟中几个关键问题的研究[J];塑性工程学报;1999年04期
11
卫原平,王轶为;工艺参数对筒形件强力旋压过程的影响[J];模具技术;2000年04期
12
李灵凤;;旋轮与芯模之间的间隙对锥形件强力旋压的影响[J];机械研究与应用;2005年06期
13
;国外旋压技术与强力旋压机[J];重型机械;1972年01期
14
张利鹏;刘智冲;周宏宇;;筒形件强力旋压发展过程及其现状分析[J];塑性工程学报;2006年01期
15
郭福林;李萍;钱陈豪;张宾宾;;筒形件强力旋压工艺模拟及实验研究[J];精密成形工程;2010年05期
16
李广新,夏萼辉,阮雪榆;强力旋压过程中缺陷诊断的神经网络方法[J];模具技术;1997年05期
17
吴振亭;刘瑞秋;;基于数值模拟技术筒形件旋压工艺参数的分析[J];热加工工艺;2008年11期
18
;筒形件强力旋压中扩口的防止[J];新技术新工艺;1984年01期
19
夏萼辉,游秀华,肖晓青;筒形件强力旋压CAD/CAM系统[J];锻压机械;1999年01期
20
张利鹏;刘智冲;;筒形件强力旋压工艺参数选取方式分析[J];锻压技术;2006年01期
林烽;林申旺;;超薄形晶体零件加工新工艺[A];现代光学制造技术论文集[C];2002年
孙君恒;;管子论河[A];安徽省管子研究会2010年年会暨全国第五届管子学术研讨会交流论文集[C];2010年
蒲霞;;《管子通释》与管子研究[A];安徽省管子研究会2010年年会暨全国第五届管子学术研讨会交流论文集[C];2010年
苏云;;管子经济学说浅说(节录)[A];管子和谐治国理念与当代科学发展观战略研讨会交流论文集[C];2008年
孙君恒;王新;;加拿大管子学院简介[A];安徽省管子研究会2011年年会暨全国第六届管子学术研讨会交流论文集[C];2011年
张全明;;论管子“因地制宜”的环境理论及其特点[A];安徽省管子研究会2010年年会暨全国第五届管子学术研讨会交流论文集[C];2010年
陈岩;曹怀锋;孙慧芳;;《管子·轻重甲》中“厉祭”浅探[A];安徽省管子研究会2010年年会暨全国第五届管子学术研讨会交流论文集[C];2010年
刘影;陈凯;;管子与当代中国[A];安徽省管子研究会2010年年会暨全国第五届管子学术研讨会交流论文集[C];2010年
郭成智;张次第;;管子的历史地位及当代价值[A];安徽省管子研究会2010年年会暨全国第五届管子学术研讨会交流论文集[C];2010年
10
陆德生;;管子的治国方略与执政经验——《管子》研究札记之五[A];管子和谐治国理念与当代科学发展观战略研讨会交流论文集[C];2008年
翟建宏;管子经济思想研究[D];郑州大学;2005年
钟厉;纯氮离子渗氮新工艺及离子渗氮机理研究[D];重庆大学;2004年
潘立刚;种衣剂关键技术及其应用研究[D];西北农林科技大学;2005年
陈团伟;福建主栽花生品质分析及花生加工新技术的研究[D];福建农林大学;2008年
郑雷;高性能轻质材料及其复合构件的加工技术研究[D];南京理工大学;2008年
宫元娟;胡萝卜微粉碎工艺及其相关参数试验研究[D];沈阳农业大学;2008年
王洪武;大豆蛋白质挤压加工的实验与数值模拟研究[D];北京化工大学;2002年
李湖峰;薄板件台阶断面FCF加工法的工艺与理论研究[D];南昌大学;2008年
周军;高铁酸盐现场制备新工艺及应用研究[D];西安建筑科技大学;2001年
10
霍广生;钨冶炼过程中钨钼分离新工艺及其理论研究[D];中南大学;2001年
葛丹丹;连杆衬套强力旋压有限元数值模拟及工艺参数研究[D];中北大学;2012年
贾建磊;汽车铝合金轮毂强力旋压成形工艺研究[D];合肥工业大学;2010年
李超玲;筒形件强力旋压过程的有限元数值模拟[D];西北工业大学;2004年
赵伟;适用于新工艺生产米粉专用单螺杆挤出机的研究[D];北京化工大学;2008年
彭子明;强力旋压工艺分析软件及旋压力和偏载力研究[D];燕山大学;2004年
刘永红;双嘧达莫软胶囊的新工艺和质量研究[D];吉林大学;2006年
孙必鑫;生物法/催化铁内电解法工艺处理精细化工废水的研究[D];同济大学;2007年
付国楷;浸没式微滤膜—氧化沟组合新工艺处理城市污水试验研究[D];湖南大学;2005年
王冰;丁基橡胶装置氯甲烷脱水新工艺[D];天津大学;2007年
10
曹毅;筒形件数控旋压仿真研究及CAD/CAM一体化[D];华北工学院;2002年
于浩 杨佳琪;李继贞:中国旋压领域的佼佼者[N];中国航空报;2005年
张忠霞;美国开发高效生物质能加工工艺[N];中国石化报;2007年
赵晏彪;周志良;老先进创出了新业绩[N];中国化工报;2004年
记者 李晓岩;湿法新工艺无害化处理电气废料[N];中国化工报;2006年
刘健 张纪平;中铁一局集团用新工艺开挖厦门翔安海底隧道[N];人民铁道;2007年
冯作文仵小兵;兰州石化采用新工艺年减少废水排放10万吨[N];中国石油报;2007年
凌须斌;青海油田新工艺完成5口水平井酸化[N];中国石油报;2007年
卢新民 史俊;科技创新助铭日不断腾飞[N];上饶日报;2006年
本报记者 付佐明;新工艺新产品助推“铁石”发展壮大[N];铁岭日报;2007年
10
记者 孙瑞华;新工艺给冰箱生产带来革命性变化[N];中国化工报;2007年
管子旋压收口机:管子旋压封口的方法及自动封口装置与流程
本发明涉及机械加工装置技术领域,特别涉及一种管子施压封口的方法及用于实施该方法的管子自动封口装置。
背景技术:
目前管子的封口方法,多采用堵头、高温熔化封口方法。节育器需要小口径的紫铜管,需要对紫铜管一端进行封口,此紫铜管一般要求外径1.6mm,内口径0.8mm。如果采用堵头,则容易堵头容易脱落;如果采用高温熔化封口,则封口形状不归一,并浪费能源。目前,生产上均采用手工操作,由于紫铜管细小,存在工人劳动强度大、生产效率低、可靠性差的问题。
技术实现要素:
本发明的目的在于解决上述问题,提供一种可自动封口、封口精准度高的管子旋压封口的方法及自动封口装置。
为了解决上述问题,本发明采用的技术方案如下:
本发明提供了管子旋压封口的方法,其特征在于,管子旋转过程中抵压变形封口。
本发明的优化,管子旋转抵压封口过程中铣磨得到固定形状的封口。
管子自动封口装置,其特征在于,包括供管装置1、固管装置2、封口装置3;
所述供管装置1包括夹料爪11、夹料爪架12、送料杆13,夹料爪11设置在送料杆13前端,送料杆13架设在夹料爪架12上,送料杆13后部设有定位套16,送料杆13由第一气缸14提供伸缩,送料杆13由第一旋转电机15提供旋转;
所述固管装置2包括固定在主轴21右端的夹头22、主轴21外部的套管23、套管23外部插接的拨叉24,夹头22为分体的爪子,夹头22呈喇叭状,夹头22左端与主轴21连接端直径小于夹头22右端,套管23右端开口为喇叭形,套管23右端开口与夹头22外部配合,拨叉24由第二气缸25控制左右移动,套管23由皮带轮电机传动装置26提供旋转力;
所述封口装置3包括固定在滑轨31上的刀台32、刀台32前部的顶料板33、刀台32上的弧形铣刀34、驱动刀台32滑动的第三气缸37,顶料板33由第二旋转电机35和旋转轴36提供旋转动力。
本发明的优化,主轴21包括拉杆211、顶针212、压缩弹簧213,拉杆211与夹头22连接,与拉杆211对应的顶针212上设有压缩弹簧213。
进一步,弧形铣刀34前部设有钢板38,钢板38上设有穿孔39,夹头22中心、穿孔39、弧形铣刀34三者处于同一水平线上。
进一步,套管23左端封口,并在套管23左端设有离合套27,主轴21左端贯穿离合套27的右侧,主轴21左端在离合套27内设有挡块28。
本发明的工作原理为:第一气缸14、第二气缸25、第三气缸37、第一旋转电机15、皮带轮电机传动装置26、第二旋转电机35统一由控制器控制;
第一气缸14向前推进送料杆13,并由第一旋转电机15旋转送料杆13,至封管由垂直转为水平;
第三气缸37带动封口装置3前移,顶料板33将封管顶入夹头22中,第二气缸25向右推动拨叉24,夹头22在主轴推动下缩如套管23中,封管在夹头中被套管锁紧;
然后第二旋转电机35通过旋转轴36带动顶料板33转至下方;
此时第三气缸37带动封口装置3继续前移,封管进入弧形铣刀34刀口,皮带轮电机传动装置26带动主轴21旋转,封管被封口;
然后第三气缸37带动封口装置3后移,第二气缸25向左拉动拨叉24,夹头22在主轴推动下伸出套管23,封管自动脱落。
本发明的有益效果为:封管抵压过程中变形自动封口,封口方式简单、方便,节省能源。管子自动封口装置可实现封口的自动化生产,提高封口效率,实现封口的固定形状。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1是本发明管子自动封口装置的主视图;
图2是本发明管子自动封口装置的俯视图;
附图标记说明:供管装置-1、夹料爪-11、夹料爪架-12、送料杆-13、第一气缸-14、第一旋转电机-15、固管装置-2、主轴-21、拉杆-211、顶针-212、压缩弹簧-213、夹头-22、套管-23、拨叉-24、第二气缸-25、皮带轮电机传动装置-26、离合套-27、挡块-28、封口装置-3、滑轨-31、刀台-32、顶料板-33、弧形铣刀-34、第二旋转电机-35、旋转轴-36、第三气缸-37、钢板-38、穿孔-39、封管-4。
具体实施方式
下面结合附图对本发明的优选实施例进行详细阐述,以使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
具体实施例一:
管子旋压封口的方法,管子旋转过程中抵压变形封口。
为了能够得到固定形状的封口,管子旋转抵压封口过程中铣磨得到固定形状的封口。
具体实施例二:
管子自动封口装置,其特征在于,包括供管装置1、固管装置2、封口装置3;
所述供管装置1包括夹料爪11、夹料爪架12、送料杆13,夹料爪11设置在送料杆13前端,送料杆13架设在夹料爪架12上,送料杆13后部设有定位套16,送料杆13由第一气缸14提供伸缩,送料杆13由第一旋转电机15提供旋转;
所述固管装置2包括固定在主轴21右端的夹头22、主轴21外部的套管23、套管23外部插接的拨叉24,夹头22为分体的爪子,夹头22呈喇叭状,夹头22左端与主轴21连接端直径小于夹头22右端,套管23右端开口为喇叭形,套管23右端开口与夹头22外部配合,拨叉24由第二气缸25控制左右移动,套管23由皮带轮电机传动装置26提供旋转力;
所述封口装置3包括固定在滑轨31上的刀台32、刀台32前部的顶料板33、刀台32上的弧形铣刀34、驱动刀台32滑动的第三气缸37,顶料板33由第二旋转电机35和旋转轴36提供旋转动力。
本发明的优化,主轴21包括拉杆211、顶针212、压缩弹簧213,拉杆211与夹头22连接,与拉杆211对应的顶针212上设有压缩弹簧213。封口装置3离开夹头22,在压缩弹簧213回弹力作用下,拉杆前推,封管4自动脱离。
进一步,弧形铣刀34前部设有钢板38,钢板38上设有穿孔39,夹头22中心、穿孔39、弧形铣刀34三者处于同一水平线上。封管4穿过穿孔39,钢板38起到支撑定型作用,封管4在抵压过程中不变形。
进一步,套管23左端封口,并在套管23左端设有离合套27,主轴21左端贯穿离合套27的右侧,主轴21左端在离合套27内设有挡块28。本结构可限制主轴左右移动的位移,从而控制夹头22的位移。
本发明所述的管子旋压封口的方法及自动封口装置还适用于小口径的铜管、铝管等金属管的封口。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中的描述仅为本发明的优选例,本发明并不受上述优选例的限制,在不脱离本发明精神和范围的前提下,本发明还可有各种变化和改进,这些变化和改进都落入本发明要求保护的范围内。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
管子旋压收口机:金华旋压收口机供应值得信赖「多图」
金华旋压收口机供应值得信赖「多图」[万润特种设备ef0db47]
⑴智能化是摆辗机的一个重要发展方向。将锻造工艺参数与虚拟工艺相结合,实现锻造工艺参数的智能调整,对于缩短工艺调试周期具有重要意义。⑵将设备状态参数与互联网平台相结合,建立远程设备故障诊断与预警系统,实现基于互联网的便捷服务,提高用户服务水平。⑶旋锻机的成功开发为铝合金车轮的锻造提供了一种新型设备,但其应用不限于铝合金车轮。进一步拓宽了该类设备的应用范围,并在有色金属成形和黑色金属成形中大力推广,对实现轴对称盘类和圆柱类零件的近净成形具有重要意义。
更换谷物轮涡旋压缩机时的注意事项
首先,在更换涡旋压缩机时,高压侧和低压侧应同时排放,禁止仅从高压侧排放制冷剂。涡旋的轴向密封将导致制冷剂留在低压侧。
其次,在焊接操作期间,为了不在铜管内壁上产生氧化膜,必须引入氮气,并且氮气引入的时间应该足够长。检查方法是在氮气的另一个出口放置一个点燃的香炉或烟头。如果香炉熄灭,这意味着系统中的空气是空的,然后可以进行焊接操作。
第三,由于涡旋压缩机的要求很高,在更换压缩机或其他部件时,禁止使用压缩机作为真空泵来排空外部机器管路中的空气;否则,压缩机将被烧毁,必须使用真空泵进行抽空。
当系统在维修内部压缩机以收集气体时,不允许将系统内的压力降低到真空状态,系统内的压力只能保持在0.03兆帕的表压以上,否则,压缩机吸入侧涡旋的轴向密封会形成真空,操作不当会损坏压缩机。
钢瓶使用的注意事项:
(1)在搬动存放气瓶时,应装上防震垫圈,旋紧安全帽,以保护开关阀,防止其意外转动和减少碰撞。搬运充装有气体的气瓶时,的担架或小推车,也可以用手平抬或垂直转动。但允许用手执着开关阀移动。
(2)钢瓶应存放在阴凉、干燥、远离热源(如阳光、暖气、炉火)处。高压气体容器存放室外,并防止太阳直射,风吹日晒。可燃性气体钢瓶必须与氧气钢瓶分开存放。互相接触后可引起燃烧、气体的气瓶(如氢气瓶和氧气瓶),不能同存一处,也不能与其它物品混合存放。钢瓶直立放置时要固定稳妥;气瓶要远离热源,避免曝晒和强烈振动;一般实验室内存放气瓶量不得超过两瓶。
以上信息由专业从事旋压收口机供应的万润特种设备于2021/3/10 9:38:53发布
转载请注明来源:
下一条:贵港别墅大门设计给您好的建议「在线咨询」

管子旋压收口机:钢管旋压收口机设备有哪些优势?
钢管旋压收口机采用热旋压技术,适用钢管状产品等前端收口,一次成型,效果一致性好。收口后留孔大小任意调节,收口后壁厚可以增加,无需焊接,可以达到耐压要求。可收平头,圆头,椭圆头和瓶嘴等形状效果,调整方便。进口油压夹头自动夹紧,钴基钢模具,耐高温,耐磨损。主要适用行业:不锈钢奶杯,汽车减震器,摩托车减震器,搪瓷臭氧管,热管,化工管道,小气瓶,家具制品。自动操作,只需人工取放料即可(自动加热),其他均为机器自动完成,一次成型,性能稳定。不需要专业技术就可操作。-供参考
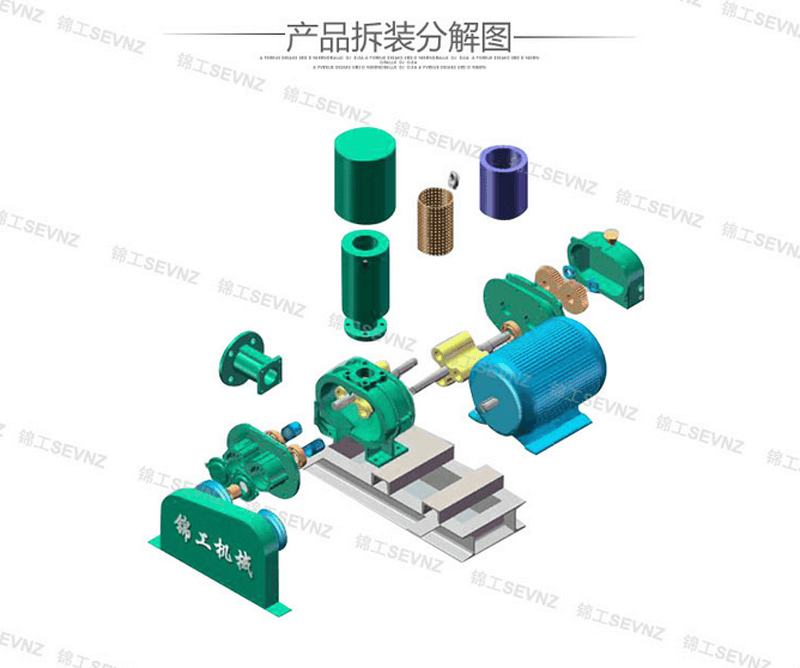
罗茨鼓风机 罗茨鼓风机 风量 罗茨鼓风机功能 西藏罗茨鼓风机
山东锦工有限公司
地址:山东省章丘市经济开发区
电话:0531-83825699
传真:0531-83211205
24小时销售服务电话:15066131928
